- Home >>
The term DLC (diamond-like carbon) describes carbon-based coatings containing bonding characteristics of the two naturally existing (allotropic) forms of carbon: diamond and graphite. DLCs combine properties such as hardness and low coefficient of friction that satisfy requirements for several different mechanical applications.
Why create variants for targeted functional DLC coatings?
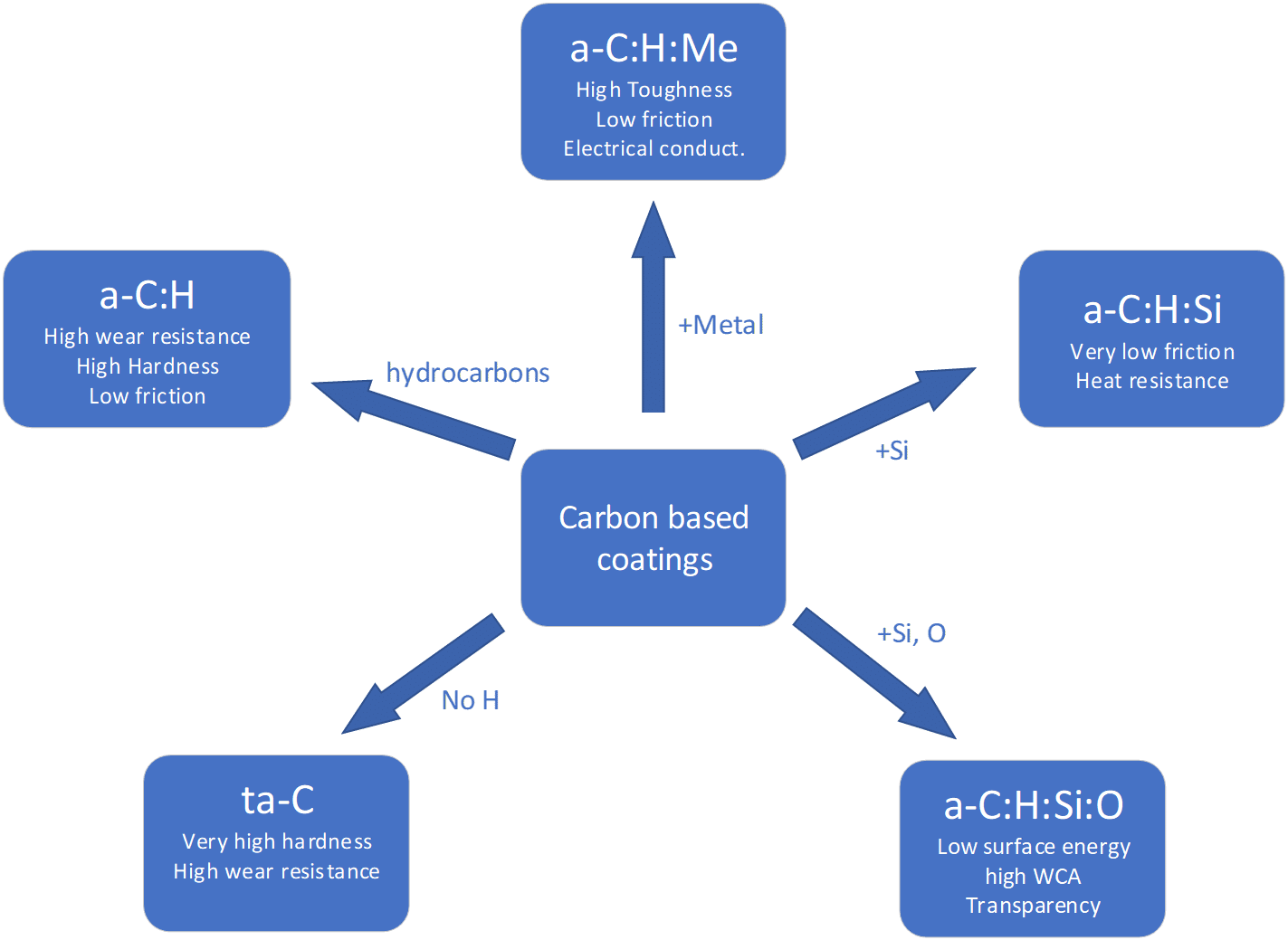
Differences in applications, such as the type of substrate, mechanical loading, environment (presence of a lubricant, air, vacuum), and counterpart material, led to the development of DLC performance “variants.” These variants include undoped hydrogenated amorphous carbon (a-C:H ) and hydrogen-free tetrahedral amorphous carbon (ta-C), as well as metal-doped (a-C:H:Me) and non-metal-doped (a-C:H:X) DLC coatings.
Physical vapor deposition (PVD) processes typically produce hydrogen-free ta-C coatings, such as filtered-arc deposition from a graphite target. ta-C coatings are extremely hard (>>30GPa) and have a low coefficient of friction (COF) ~0.1 – 0.2 against steel in air. Applications with high contact pressure and sliding wear usually use these coatings.
The plasma-enhanced chemical vapor deposition (PECVD) process creates undoped hydrogenated a-C:H coatings. A plasma dissociates a carbon-containing gas and the coating forms when the substrate’s surface adsorbs the carbon-hydrogen species. These coatings’ hardness can vary from 15 to 25 GPa, which tends to be inversely proportional to the film’s hydrogen content. They also present a low COF, ~0.15-0.2 against steel in air, and are used similarly to ta-C.
Producing the targeted functional
DLC coatings your product needs
We can modify the composition and properties of hydrogenated amorphous carbon coatings by adding small amounts of doping elements. Incorporating a metal (e.g., W, Ti, Cr, Nb) leads to metal carbides formation in a matrix of amorphous carbon (DLC). Sputtering of the metallic material in a carbon-containing atmosphere produces these coatings. a-C:H:Me finishes are not as hard as a-C:H and ta-C coatings and therefore tend to be less resistant to wear in dry conditions. However, they can have lower internal stresses, better adhesion, and more toughness than undoped members of the DLC family. Amongst metals, tungsten (W) is the most commonly used commercially. a-C:H:W coatings are ideal for applications such as gears, ball bearings, and punches.
Adding light elements (e.g., Si, F, B, N, O) to DLC can also enhance some properties over undoped coatings. Among the elements mentioned, silicon is the most common addition to hydrogenated DLC coatings. Its deposition occurs by dissociation of carbon and silicon-containing sources via PECVD. Compared to non-doped DLC, a-C:H:Si typically has lower internal stress, improved adhesion, and superior thermal and chemical stability. As for a-C:H:Me, hardness and wear resistance are not as high as non-doped DLC coatings. However, a-C:H:Si coatings have superior corrosion resistance; these coatings excel in applications requiring good release properties.
For more information about how our machines can deposit the right performance DLC coating for you, please call 303-652-8500 or email vtsales@vaportech.com